
Why do some packaging materials in flexible packaging batches pass migration testing while others, which seem identical, cause recalls and waste thousands of dollars?
Many brand owners and procurement managers see food packaging testing as a risk or gamble. You create a design, send it to SGS or Intertek, and hope for a pass. If it fails, a technical report with little data is all you may receive.
The truth is, most testing labs have a near-impossible road to compliance. Most compliance is determined from the specifications for the project.
Successful testing results start with the correct procurement specification sheet, not the test itself. Without the correct food packaging materials, including raw resins, adhesives, inks, and other food contact materials, the testing will just send you for more packaging, materials, and waste.
This guide is designed as an aid to your purchasing process to ensure product safety and consumer safety. It won’t tell you how to do a chemical analysis. Rather, it will tell you how to outline your material specifications in a Request for Quotations (RFQs) and what important documents to insist your supplier includes. This will ensure that your end food products are in compliance with FDA, EU, and other international food safety regulations before they go to the test lab.

Common Types of Food Packaging Tests You Should Know
If you go on the internet and search, “food packaging testing,” you will see a wide variety of testing services. You’ll need to be able to differentiate types of testing for safety (compliance) and testing for functionality (performance) when explaining to your supplier.
The following are four critical areas you should include in your quality control vocabulary regarding different types of packaging:
- Chemical Migration Testing: This is the main component of regulatory compliance (FDA/EU). This testing is the evaluation of how and whether chemical components of the packaging transfer to the food.
- Overall Migration (OM): Overall migration testing measures the total “inertness,” or lack of chemical reactivity, of the material.
- Specific Migration (SM): Specific migration testing measures individual chemicals of concern (e.g., BPA, Phthalates, Heavy Metals). Advanced lab techniques like GC-MS (Gas Chromatography-Mass Spectrometry) are often used here.
- Physical & Mechanical Testing: The physical testing ensures the bag will survive the supply chain and shipment without any physical damage.
- Tensile Strength & Elongation (ASTM D882): What level of effort is required to snap the film?
- Puncture Resistance (ASTM F1306): Can the film resist puncturing from sharp objects, like meat with bones, or the edges of pasta?
- Coefficient of Friction (COF): Does the film have the right amount of slipperiness? Too slippery can cause stack collapses, and too sticky can cause machine jams.
- Seal Integrity Testing: A film is only as good as the seals.
- Burst Strength (ASTM F1140): Packages are inflated until they burst, leading to the discovery of the weakest point.
- Dye Penetration: To detect microscopic channels or voids in the seal area, the area is filled with colored liquid.
- Barrier Performance Testing: A test to determine the durability and the shelf-life of your product under various environmental conditions.
- Oxygen Transmission Rate (OTR): How much oxygen gets through the film. Important for thwarting the rancidity of nuts and jerky.
- Water Vapor Transmission Rate (WVTR): How much moisture gets in or out. Important to keep the humidity chips crisp or powders dry.
In order to keep your products good and sellable, physical testing methods and barrier testing need to be done. Chemical testing helps to keep your products in compliance with the law. The following sections of this guide are specific to Chemical Compliance as this is the discipline most often left out during the selection of the material.

Global Food Packaging Testing Standards: FDA, EU, and More
Before we can delve into the specifications for the materials used, we must first set the groundwork needed to understand the applicable laws and regulations in the food industry. Your brand may be selling to a specific region, but the supply chain is international. Knowledge of the various supply chain components helps inform the right questions to ask regarding food contact testing.
Here is a quick breakdown of the three major regulatory frameworks you will encounter:
| Region | Regulatory Standard | Core Mechanism | Critical Focus for Buyers |
| USA 🇺🇸 | FDA 21 CFR 177 | “Condition of Use” Focuses on whether the raw material is safe for specific physical conditions (e.g., hot fill vs. frozen storage). | Ensure materials are certified for your specific Condition of Use (e.g., Condition B for boiling water, Condition E for room temp). |
| EU 🇪🇺 | Regulation (EU) No 10/2011 | “Positive List” & SML Operates on a strict list of allowed substances. Heavily focused on Specific Migration Limits (SML) of toxic chemicals and harmful chemicals. | Pay close attention to Overall Migration (OM) limits and strictly monitor Primary Aromatic Amines (PAA) in laminates. |
| China 🇨🇳 | GB 4806 Series | Harmonized System Combines general consumer safety requirements (4806.1) with specific material standards (e.g., 4806.7 for plastics). | Ensure the material complies with the specific GB code matching your resin type (e.g., PE, PET, or PP). |
This guide uses the FDA 21 CFR sets of standards as examples, but the logic holds true when using any regulations. Be it the United States, Europe, or Asia, the root causes of failure will always be the same, whether it be resin contaminants, unreacted adhesives, or inks that bleed. Having a material specification that passes FDA standards will usually help comply with international restricted substance testing regulations protecting human health.
Why Material Specification Matters More Than The Test Report
For many customers, the conclusion of the supply chain is the Test Report. This is a problem, as it is reactive. By the time a report is generated, the film will have already been extruded, printed, laminated, and cured. If a report comes back negative, then the entire production process run is targeted for scrapping.
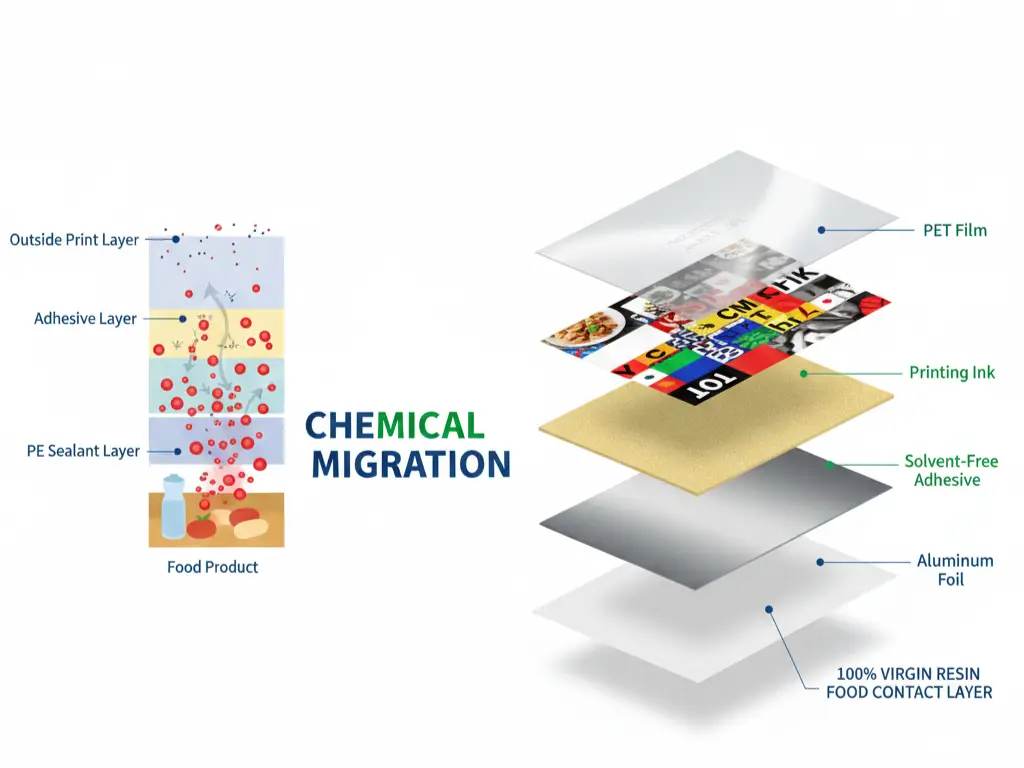
The biggest problem with flexible packaging is migration. Migration involves the movement of chemical substances from the packaging material into the food.
Through specification, there are two types of migration that must be controlled:
- Overall Migration (OM): The total amount of non-volatile substances that transfer into the food. This indicates the general inertness of the plastic.
- Specific Migration (SM): The transfer of specific, often hazardous, substances (such as monomers, additives, or heavy metals).
Completing a Bill of Materials (BOM) incorrectly can pose an SML (Specific Migration Limit) exceedance risk. An example of this is a supplier using a cheap adhesive to save money. That adhesive could include primary aromatic amines (PAA). No lab test can “fix” this. The test merely documents the contamination. To avoid this, the business must shift the focus from verification to specification.
Step 1: Specifying the Safe Food Contact Layer
The sealant layer is the most critical part of your flexible packaging structure. It is the only layer that is in direct, physical contact with your product. If this layer is compromised, the food is compromised.
Require 100% Virgin Resins to Avoid NIAS
In your procurement contracts, there must be a non-negotiable clause: “Food Contact Layer must be comprised of 100% Virgin Resin.”
With the rise of sustainability trends, there is pressure to use Post-Consumer Recycled (PCR) materials. While PCR is excellent for the outer layers of a pouch (the print web), it poses significant risks in the contact layer.
The risk is NIAS (Non-Intentionally Added Substances). Recycled materials come from a waste stream that is imperfectly manageable. Processed recycled content (PCR) materials may still include trace amounts of past chemicals such as detergents, non-food oils, heat-processed degradation products, etc.
If these chemicals show up in the sealant layer, they will contaminate the foodstuffs. These are unpredictable, test-failing contaminants. Specifying 100% virgin resin such as LDPE, CPP, or BOPP eliminates this problem.
Disclose Food Properties to Control Additives
One of the most frequent mistakes in procurement is not sharing product details with the packaging supplier. For the food packaging testing to be successful, the supplier must know the contents of the bag.
Plastic films are not slippery by nature; they are sticky. To enable flow in high-speed processing, manufacturers incorporate Slip Agents (such as Erucamide) that will migrate to the surface.
However, migration testing is done based on your food.
- Acidic Foods: Can interact with aluminum layers.
- Fatty/Oily Foods (Nuts, Pet Food): Fats act as a solvent. They “pull” additives from the plastic.
Your communication with the supplier is important, especially when it comes to the type of packaging being used for your oily roasted nuts. Most suppliers use inexpensive packaging, with a polymer coating that is rich in slip additives. If the suitability packaging is not communicated to the supplier, the excessive slip additives may be extracted during testing that uses a fatty food simulant, like ethanol. A report stating a higher than acceptable level of “extractables” may lead to a failure.
Step 2: Choosing the Right Lamination to Prevent Residue
Flexible packaging is made with multiple materials layered on top of each other, with adhesives making the layers stick together. These adhesives are the source of a potential “invisible” compliance failure. Chemicals can migrate through the inner layers of the packaging and into food, especially if the adhesive is poorly constructed.
Why You Should Choose Solvent-Free Lamination
The most commonly type of used laminate involves solvent-based adhesives, which are made with an adhesive that is dissolved in a chemical solvent, like ethyl acetate. They then pass through a dryer, which is intended to evaporate any remaining solvent.
Unfortunately, residual solvents rely on the speed of production and the temperature in the dryer, and are left trapped in the laminate. These solvents can then migrate to the food, causing undesirable flavors and failing specific migration tests required by the FDA and EU.
When using solvent-free technology, a two-component adhesive is utilized that cures from a chemical reaction, not from drying. Because there is no solvent, there is no risk of solvent retention. This method is the safest regarding food packaging compliance and is becoming a preferred method for most food packaging, including pouches for beverages.
Specify Aliphatic Adhesives for Retort Pouches
If you are buying retort pouches (packaging that undergoes sterilization at 121°C+, like wet pet food or ready-to-eat meals), standard adhesives will fail. The high heat breaks down standard polyurethane bonds.
Even worse, using the wrong adhesives at high temperatures can react with water with potentially harmful effects. These effects can include the release of a known carcinogen, Primary Aromatic Amines (PAA are a known carcinogen). EU Regulation 10/2011 applies to PAA migration and has a very low threshold (0.01 mg/kg) for PAA migration.
When you order retort pouches, check to see what types of adhesive are used. Ask, “Do you use High-Performance Aliphatic Adhesives to prevent PAA formation during the retort process?” If retort applications contain aromatic adhesives, migration testing is guaranteed to fail.
Verify Supplier’s Curing Protocols Before Shipping
Chemical compliance is also a function of time. Lamination adhesives need time to cross-link and solidify fully. This process happens in a temperature-controlled Curing Room.
If a supplier is rushing to meet a “3-day lead time,” they might ship the rolls before the curing is complete.
- Uncured adhesive is chemically active. It contains monomers that can easily migrate through the film.
- Fully cured adhesive is inert. It is a solid plastic that does not migrate.
Audit the time that each supplier provides against the standard curing time of 48 to 72 hours at 45-50°C. If a supplier states that they can do an immediate shipment after lamination, that is a chemical safety red flag. You should ensure that the Certificate of Analysis (COA) states that the goods can leave the factory only after they have completed the curing process.
Step 3: Designing for Low Migration Risks
The ink is usually on the outside or buried in the middle, but it is a potent source of chemical contamination. You must specify design and printing parameters that minimize this risk.
Low Migration Inks
Sensitive products (e.g., baby food and products with a very high ratio of surface area to volume) may require the use of special inks because small molecules that come from photo initiators or resins can migrate through the layers.
Inquire with your potential supplier: “Can I ask if you supply low-migration ink systems?”
Compared to other inks, LM inks are formulated with different components and are more costly. However, they are worth the cost, as they offer additional protection for high-risk food categories. They are formulated with larger molecules that are too big to migrate through the plastic matrix and are, therefore, a safer alternative.
Anti-Set-off Control
Set-off happens when the printed film rolls onto a reel, its edges. The printed exterior side of the film comes into close contact with the food-contact inner side of the following layer on the roll.
Contamination of the food-contact layer happens as a result of the transfer of chemicals from the ink, which are not visible, if the ink has not dried completely, or the winding pressure is too much. When the consumer opens the reel for food packaging, that contaminated layer comes in contact with the food.
Inquire with your supplier how they manage the quality of set-off. Is there a proper air cooling and tension control system? Do they do the tape test or a rub test on the roll for ink anchorage?
Food Packaging Testing Checklist: What to Ask Your Supplier
You are not obligated to do the tests, but it is your responsibility to inspect the records. When your potential supplier is being audited, do not forget this checklist before a Purchase Order is issued to ensure consumer satisfaction.
| Document Type | Critical Checkpoints (What to Look For) | Why It Matters |
| Third-Party Test Reports (e.g., SGS, Intertek) | Date: Must be recent (last 12–24 months). Conditions: Temperature & time must match your filling process (e.g., 100°C for 30 mins). Scope: Must list the exact material structure you are buying (e.g., PET/AL/PE). | Ensures the data is current and scientifically relevant to your specific product application and demonstrates versatility. |
| Declaration of Compliance (DoC) | Regulations: Citations of specific codes (FDA 21 CFR 177.1520 or EU No 10/2011). Usage Specs: Explicit statement of safe food types (acidic/fatty) and temperature limits. Identity: Full manufacturer details and signature. | This is your legally binding warranty. A report is just data; a DoC is a liability promise. |
| Factory Certifications (System Audit) | BRCGS: Look for “Grade A” or “Grade AA”. This is the global gold standard. ISO 9001: confirms general quality management. HACCP: confirms hazard analysis controls. | Proves the factory environment is hygienic enough to produce food-contact materials without contamination. |
Secure Your Compliance Pass Report Today
Food packaging testing anxiety is unnecessary and simply means that there is something lacking in your procurement process. By concentrating on lab results as an outcome of your procurement process, you miss the opportunity to employ the most effective inputs in the process. The most effective inputs would be the correct factory inputs: the virgin resins, the correct adhesives, and curing times that are controlled.
To be more specific, your supplier should not simply be a supplier; your supplier should be your compliance partner.
Why Choose Baishen Pack?
At Baishen Pack, we understand that compliance is non-negotiable. As a dedicated manufacturer of flexible packaging solutions, we hold comprehensive certifications from SGS, BRCGS, and Intertek, ensuring our processes meet the highest global standards for food safety.
We go beyond standard compliance. Baishen Pack operates an in-house quality laboratory equipped to verify every batch before it leaves our facility. We perform rigorous testing, including interlayer bond strength, puncture resistance, tensile strength, burst strength, and drop testing. Furthermore, prior to packaging and shipment, every order undergoes a double-check process for appearance and quantity accuracy. This internal rigor ensures that when our packaging reaches your production line, it performs flawlessly.
To learn more about our rigorous testing standards, visit our Quality Assurance Capabilities.
Ready to secure your supply chain? Don’t waste time deciphering complex regulations alone. Contact us today. Let our engineering team review your product requirements and provide a full package of compliance documentation (DoC, SGS reports) alongside a tailored material recommendation that guarantees safety and performance.
